Unit I is situated at Bonthapally village in Medak District, which is approximately 65 kilometers from Hyderabad airport. It is developed on a total area of 11.2 acres and has seven production blocks including the Kilo Labs and other supporting departments such as quality assurance and quality control (QA & QC) and regulatory affairs.
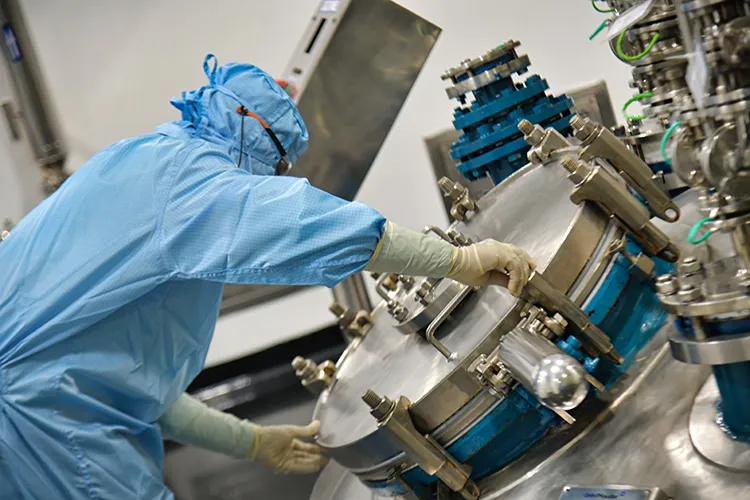
In keeping with its commitment to provide assured quality, the Unit I manufacturing facility at Bonthapally adheres to stringent guidelines and requirements of good manufacturing practices (GMP) and is approved by international health and regulatory agencies such as US FDA, TGA (Australia), PMDA (Japan) and WHO.
A key feature of the manufacturing process is the supervision and the involvement of a committed team which with the help of latest production techniques and calibrated planning guarantees on-time delivery of products.
Highlights
Highlights
- Total reactor volume: 258 kL
- Blocks: 4 production blocks, kilo lab, hydrogenation, solvent recovery plant
- Hydrogenation reaction volume: 0.88 kL
- Solvent recovery system: 100 kL/d
- Cryogenic reaction volume: 4.7 kL (-60 °C and -90 °C)

Regulatory approvals
The facility has been inspected by the USFDA, EDQM, EMA, PMDA (Japan) KFDA, CFDA, ANVISA and COFEPRIS.
It is also certified by the following management systems:
- ISO 9001 certified for its quality systems
- ISO 14001:2004 certified for its environment management in 2010 & 2013
- ISO 45001:2018 in 2019
- OHSAS 18001 certification for occupational health systems
Reactions handled
The following is an illustrative list of reactions that are handled at Neuland’s facilities on a continuous basis:
- Bromination
- Diazotization
- Friedel Craft Reactions
- Hydrogenation
- Mannich Reactions
- Grignard Reactions
- Metal Hydride Reactions
- Oxidation
- Cryogenic Reactions
- Hydrofluorination
- Methylation
- Resolution of Racemic mixtures
- Stereo-specific synthesis
- Micheal Addition Reaction
- Silylation Reaction
- Enzymatic Reaction
- Cyanation
- Phosgenation
- Reduction
- Halogenation
- Condensation
- Sodamide Reaction
- Sodium Hydride Reaction
- Esterification



